Price: US$ 15.90/Kg
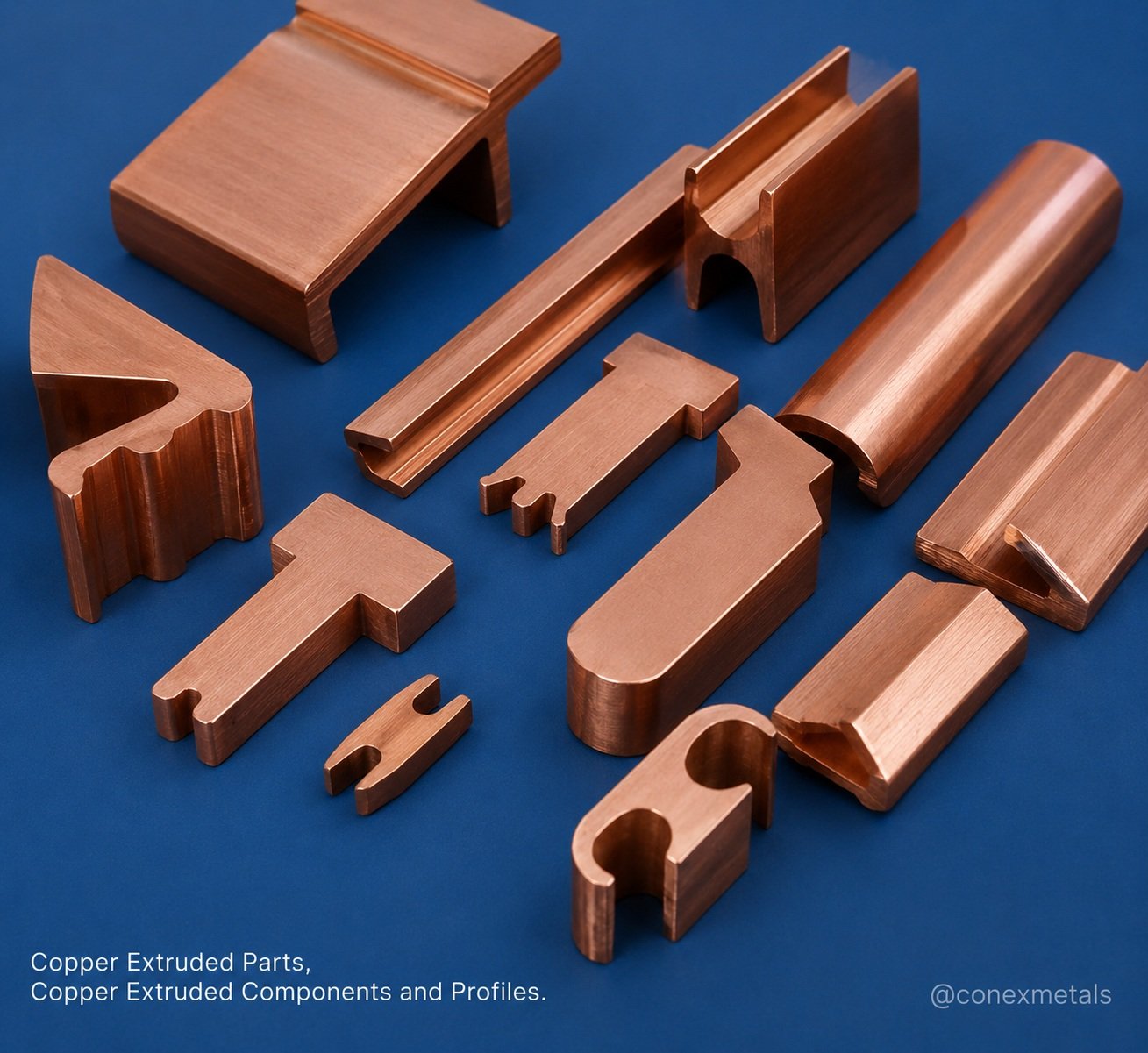
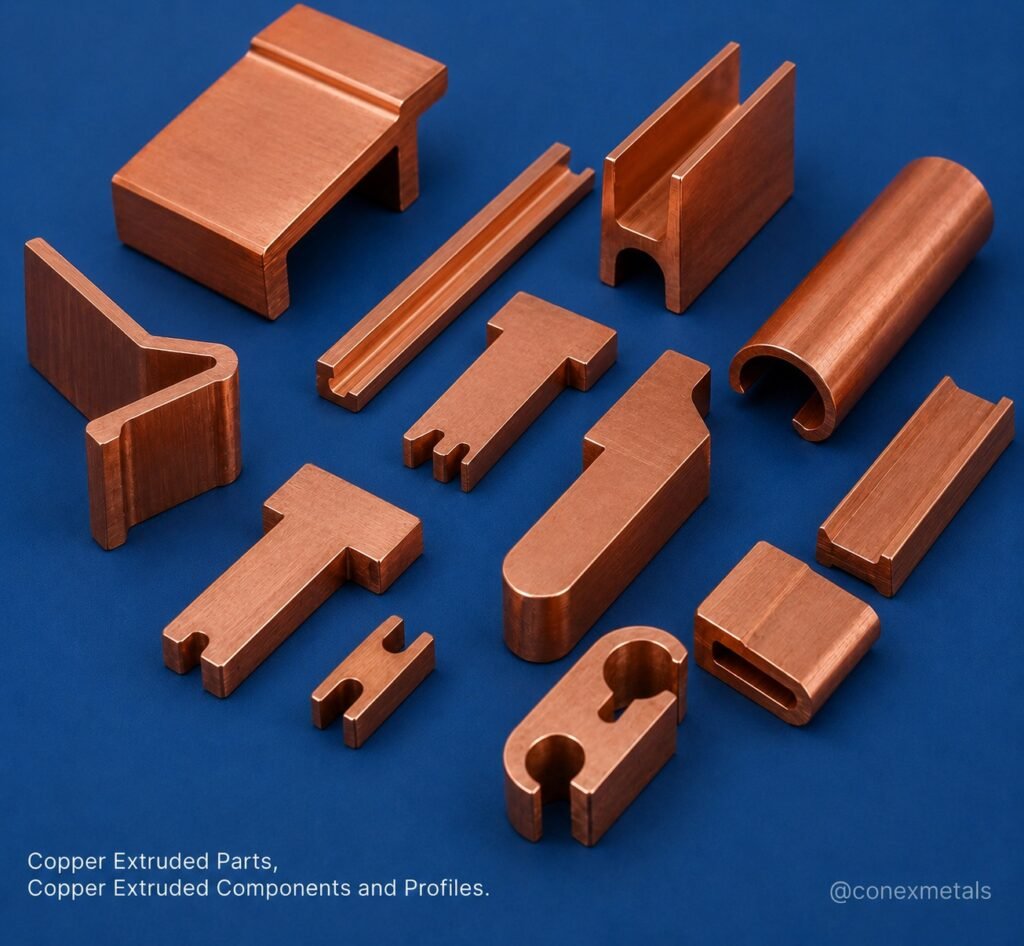
Conex Metals is a leading manufacturer and exporter of copper extruded parts, copper extruded components, and copper extruded profiles for industrial applications worldwide. Engineered from high-conductivity copper alloys using precision hot and cold extrusion processes, these components deliver exceptional electrical conductivity, thermal performance, and dimensional accuracy. Widely specified by electrical OEMs, EPC contractors, power utilities, and industrial distributors, Conex Metals’ copper extrusions meet the most demanding technical and regulatory requirements across power, energy, rail, and heavy electrical sectors.
Copper extrusion is a net-shape or near-net-shape manufacturing process in which a copper billet is forced through a precision die under high pressure to produce a continuous cross-sectional profile. Conex Metals manufactures a comprehensive range of extruded copper products including solid sections, hollow sections, special custom profiles, bus conductors, connector bodies, rail contact profiles, and structural copper sections. All extrusions are produced from ETP copper (C11000), DHP copper (C12200), oxygen-free copper (C10100/C10200), and chromium-copper (C18200) billets, providing the correct electrical and mechanical properties for each application.
Extruded copper bus conductors, rectangular busbars, copper bus bars, flat copper conductors, laminated busbar assemblies, flexible copper busbars, copper channel bus, slotted busbars, copper bus duct conductors, and drilled busbar profiles are manufactured with tight dimensional tolerances to IEC 60068 and BS 159 standards. These are supplied to switchgear manufacturers, MCC panel builders, transformer manufacturers, and power distribution OEMs. Conductivity values up to 101% IACS are maintained for ETP copper grades.
Extruded copper terminal lugs, connector blanks, crimp terminal bodies, ring terminal profiles, copper splice connectors, compression terminal bodies, bi-metallic connector profiles, earth terminal profiles, pin terminal profiles, and cable lug blanks are precision-extruded for post-extrusion machining. These semi-finished profiles reduce machining cycle time and material waste while achieving the required conductivity and corrosion resistance for high-reliability electrical connections in switchboards, motor control centers, and cable termination assemblies.
Transformer winding conductors, copper foil winding strips, rectangular copper wire profiles, transposed copper conductors, copper cooling duct spacers, transformer terminal pads, current transformer (CT) primary bars, potential transformer (PT) components, tap changer contacts, and copper winding taps are manufactured to ASTM B187, IEC 60317, and BS EN 13600 standards. These components serve power transformer OEMs, distribution transformer manufacturers, and instrument transformer producers globally.
Extruded copper contact fingers, arc chute copper strips, switchgear bus sections, copper draw-out cassette contacts, sliding contact profiles, copper finger bars, copper knife contacts, copper blade contact profiles, main contact inserts, and arcing horn blanks are produced with high surface finish and hardness consistency. These extrusions are critical for ACBs, MCCBs, LV/MV switchgear, ring main units, and vacuum circuit breakers where contact resistance and thermal stability are paramount.
Copper contact wire profiles, grooved contact wire, figure-8 contact wire, copper trolley wire, traction busbar profiles, collector shoe bars, third rail conductor profiles, copper expansion joints, traction bonding bars, and rail bonding connectors are manufactured for metro, light rail, tram, and overhead line electrification systems. These profiles comply with EN 50149, EN 50119, and BS 7884 standards and are supplied to railway electrification contractors and traction OEMs.
Copper finned tube profiles, heat sink extrusions, copper radiator sections, copper cooling fin sections, copper thermal interface profiles, multi-port extrusions, copper micro-channel profiles, heat pipe blanks, copper vapor chamber profiles, and chill plate sections are manufactured for power electronics cooling, HVAC systems, industrial heat exchangers, and RF/microwave thermal management applications. High thermal conductivity (>391 W/m·K) and corrosion resistance make these extrusions suitable for aggressive operating environments.
Conex Metals specializes in custom copper extrusions including T-profiles, H-sections, Z-sections, L-angles, U-channels, dovetail profiles, keyway sections, tee-slots, copper capping strips, copper slide profiles, offset bus sections, and complex multi-lobe profiles. These are produced using CNC-machined steel dies and can incorporate multiple functional geometries in a single extrusion pass. Prototyping, short-run production, and high-volume supply are all supported with lead times from 4–8 weeks for new die development.
Extruded copper ground bars, earthing bus profiles, copper earthing rail sections, grounding clamp bodies, bonding lug blanks, copper earth pit components, earthing terminal profiles, main earth bar sections, equipotential bonding conductors, and distributed earthing system components are manufactured in accordance with IEC 62561, IEEE 80, and BS 7430 standards. These are supplied to EPC contractors, substation builders, power utilities, and industrial plant electrical contractors.

ETP copper (C11000) and oxygen-free copper (C10200) extrusions from Conex Metals achieve 99.9% minimum copper purity. Electrical resistivity is maintained at ≤1.7241 μΩ·cm, enabling maximum current-carrying capacity with minimum cross-sectional area. Induction annealing and controlled cooling after extrusion optimize grain structure for both conductivity and mechanical ductility, making these profiles suitable for high-frequency applications and precision instruments where surface and bulk resistivity uniformity are critical.
All extruded copper profiles are drawn through tungsten carbide or tool steel dies with CNC-controlled die geometry. Profile dimensions, parallelism, straightness, and twist are controlled to DIN 1754, ASTM B187, and EN 12163 tolerances. Profiles are straightened using multi-roll straightening equipment and cut to ±1 mm length accuracy. Customers requiring tighter tolerances for subsequent machining receive profiles in the H01 (light cold work) or H02 (half-hard) temper for improved machinability and surface finish.
Conex Metals offers extruded parts in ETP copper (C11000), FRHC copper (C11020), DHP copper (C12200), oxygen-free copper (C10100, C10200), silver-bearing copper (C11400), chromium-copper (C18200), cadmium-copper, tellurium copper (C14500), and copper-beryllium alloys. Each grade is selected based on the required combination of electrical conductivity, thermal conductivity, machinability, softening resistance, and corrosion performance for the specific application.
Post-extrusion surface treatment options include bright annealing, chemical brightening, electrolytic tin plating (3–25 μm), silver plating (3–50 μm), nickel plating, hot-dip tinning, chrome passivation, and black oxide coating. Silver-plated copper bus profiles are supplied for high-frequency switchgear and low-resistance contact applications. Tin-plated profiles are standard for marine, offshore, and humid tropical environments where long-term corrosion resistance of bolted joints is required.
Conex Metals provides end-to-end die design engineering for new profile development. The process includes DXF/STEP drawing review, extrudability analysis, billet size and die design using FEM simulation, prototype die manufacture, trial extrusion, dimensional validation, and series production approval. Full die ownership documentation is provided to customers. Die life is guaranteed for a minimum production quantity, and die maintenance is carried out at no additional charge within the warranty period.
All copper extrusions are manufactured under ISO 9001:2015 certified quality management systems. Products comply with ASTM B187, ASTM B133, EN 13600, EN 12163, JIS C3101, IS 191, and RoHS Directive 2011/65/EU. Material test certificates (EN 10204 Type 3.1 or 3.2) are provided for each batch. NABL-accredited laboratory testing covers chemical composition (OES spectrometry), mechanical properties (tensile, hardness), electrical resistivity, and dimensional inspection.
| Parameter | Specification |
|---|---|
| Primary Material | ETP Copper (C11000), OFC (C10200), DHP (C12200) |
| Copper Purity | 99.9% minimum (ETP); 99.99% (OFC) |
| Electrical Conductivity | 95–101% IACS |
| Electrical Resistivity | ≤1.7241 μΩ·cm at 20°C |
| Thermal Conductivity | 391–401 W/m·K |
| Tensile Strength | 200–350 MPa (depending on temper) |
| Hardness | 40–100 HV (annealed to half-hard) |
| Density | 8.94 g/cm³ |
| Melting Point | 1083°C |
| Profile Width | Up to 250 mm |
| Profile Height | Up to 200 mm |
| Wall Thickness | 1.0 mm minimum |
| Standard Lengths | 500–6000 mm |
| Tolerances | ±0.05 mm (per DIN 1754 / ASTM B187) |
| Temper Conditions | O (annealed), H01, H02, H04 (hard) |
| Surface Finish | As-extruded, bright-drawn, tin/silver plated |
| Price | US$ 15.90/Kg (EXW Mumbai, India) |
| Grade / Alloy | ASTM (USA) | EN (Europe) | JIS (Japan) | IS (India) | BS (UK) | DIN (Germany) | Conductivity (% IACS) |
|---|---|---|---|---|---|---|---|
| ETP Copper | C11000 | CW004A (Cu-ETP) | C1100 | IS 191 Grade ETP | C101 | E-Cu57 | 100–101 |
| FRHC Copper | C11020 | CW005A (Cu-FRHC) | C1020 | — | C102 | SW-Cu | 99–100 |
| Oxygen-Free Copper | C10200 | CW008A (Cu-OF) | C1020 | — | C103 | OF-Cu | 100–101 |
| High-Purity OFC | C10100 | CW009A (Cu-OFE) | C1011 | — | — | — | 101 |
| DHP Copper | C12200 | CW024A (Cu-DHP) | C1220 | IS 191 Grade DHP | C106 | SF-Cu | 85–90 |
| Tellurium Copper | C14500 | CW118C (CuTeP) | C1451 | — | C109 | — | 93–95 |
| Chromium Copper | C18200 | CW105C (CuCr1) | C1820 | — | — | CuCr1 | 80–90 |
| Silver Copper | C11400 | CW013A (Cu-Ag0.04) | C1140 | — | C101 Ag | — | 99–100 |
| Product Type | Profile Shape | Typical Application | Standard |
|---|---|---|---|
| Copper Flat Bus Bars | Rectangular solid | Switchgear, MCC panels, transformers | ASTM B187, EN 13600 |
| Copper Channel Profiles | U / C section | Bus duct, cable management, enclosures | DIN 1754 |
| Copper T-Profiles | T-section | Structural electrical conductors | EN 13600 |
| Copper Round Profiles | Round solid / hollow | Ground rods, connector blanks | ASTM B133 |
| Copper Contact Wire | Grooved / figure-8 | Railway traction OCS | EN 50149 |
| Copper Finned Profiles | Multi-fin | Heat sinks, thermal management | — |
| Copper Keyway Profiles | Custom dovetail | Switching devices, sliding contacts | Customer drawing |
| Copper Hollow Profiles | Square / rectangular tube | Bus duct inner conductors, cooling tubes | ASTM B75, EN 12449 |
| Copper Ground Bars | Flat with holes | Earthing & bonding in substations | IEC 62561, IEEE 80 |
| Custom Special Profiles | Per customer DXF/STEP | OEM-specific electrical assemblies | Customer specification |
| Industry / Sector | Typical Applications |
|---|---|
| Power Generation | Generator bus bars, excitation conductors, turbine terminal connectors, generator end-winding supports |
| Power Transmission & Distribution | HV/MV substation busbars, transformer LV terminals, cable trench earthing bars, surge arrester connectors |
| LV/MV Switchgear | ACB / MCCB bus bars, panel board conductors, metering cubicle contacts, switchboard bus risers |
| Transformer Manufacturing | Winding conductors, rectangular winding wire, LV foil windings, tap changer contacts, cooling duct profiles |
| Railway Electrification | OCS contact wire, third rail profiles, traction bonding bars, pantograph contact strips, earthing conductors |
| Industrial & Process | Electroplating bus bars, electrolysis cell conductors, induction furnace busbars, rectifier bus conductors |
| Automotive & EV | EV battery bus bars, charging station conductors, inverter copper profiles, motor winding terminals |
| Telecom & Data Center | Power distribution units (PDU), UPS copper busbars, data center earthing systems, server rack bus bars |
| Aerospace & Defense | High-frequency shielding profiles, airframe bonding conductors, military-spec connector profiles |
| Marine & Offshore | Shipboard power bus, marine switchboard conductors, offshore platform earthing systems |
Conex Metals employs a fully integrated copper extrusion process from billet preparation to finished profile. The process begins with incoming material inspection of copper billets (chemical composition by OES, dimensional check). Billets are heated in electric induction furnaces to 750–900°C for hot extrusion. A high-pressure hydraulic extrusion press (200–2500 tonnes) forces the billet through a precision tool steel or tungsten carbide die to produce the required cross-sectional profile. For complex or tight-tolerance profiles, a secondary cold drawing or sizing pass is applied after extrusion cooling. Profiles are then straightened on multi-roll straighteners, cut to specified lengths using carbide-tipped circular saws, and subjected to dimensional inspection, visual inspection, and electrical/mechanical testing. Optional downstream operations include annealing (batch or continuous), surface brightening, electroplating, drilling, punching, and bending. All finished products are tagged, bundled, and packed with kraft paper interleaving and wooden crating for export compliance.
| Standard / Certification | Scope |
|---|---|
| ISO 9001:2015 | Quality Management System |
| ASTM B187 | Copper bus bar, rod, shape and rolled bar specifications |
| ASTM B133 | Copper rod, bar, and shapes for electrical purposes |
| EN 13600 / BS EN 13600 | Copper and copper alloys – seamless copper tubes for electrical purposes |
| EN 12163 | Copper and copper alloys – rod for general purposes |
| IEC 60028 | International standard of resistance for copper |
| IEC 62561-2 | Lightning protection system components – requirements for conductors and earth electrodes |
| JIS H3100 | Copper and copper alloy sheets, plates, strips and foils |
| IS 191 | Specification for wrought copper and copper alloys (India) |
| RoHS Directive 2011/65/EU | Restriction of hazardous substances in electrical equipment |
| REACH Regulation (EC) 1907/2006 | Chemical safety compliance |
| EN 10204 Type 3.1 / 3.2 | Material Test Certificates (MTC) |
| NABL Accredited Testing | Third-party laboratory testing of chemical and mechanical properties |
With over 34 years of continuous manufacturing and export experience, Conex Metals has established a proven track record supplying copper extruded components to customers in 60+ countries. Our in-house die design and manufacturing capability enables rapid profile development for new projects. We operate ISO 9001:2015 certified facilities with NABL-accredited in-house testing laboratories that provide full chemical, mechanical, and electrical characterization on every batch. We offer end-to-end technical support from material grade selection and profile design through production and logistics. Our Mumbai and Jamnagar plants provide direct port access for efficient export to the Americas, Europe, the Middle East, Africa, Southeast Asia, and Australia. We maintain safety stock of standard profiles for immediate dispatch and support just-in-time (JIT) supply contracts for volume customers.
Conex Metals supplies extruded copper profiles in ETP copper (C11000), FRHC copper (C11020), oxygen-free copper (C10100/C10200), DHP copper (C12200), silver-bearing copper (C11400), chromium copper (C18200), and tellurium copper (C14500). Grade selection depends on the required balance of conductivity, machinability, softening resistance, and corrosion properties.
Standard profiles are available from 50 kg MOQ. Custom profiles with new die development require a minimum order of 200–500 kg to amortize die costs. For established profiles, there is no strict MOQ, though per-unit pricing is optimized at 500 kg and above. Please contact our sales team for project-specific quotations.
Standard dimensional tolerances follow DIN 1754 and ASTM B187: ±0.05 mm on cross-sectional dimensions up to 25 mm, ±0.08 mm for dimensions 25–50 mm, and ±0.10 mm for dimensions above 50 mm. Tighter tolerances are achievable through post-extrusion cold drawing or precision sizing at additional cost.
Yes. Conex Metals accepts customer drawings in DXF, DWG, PDF, or STEP formats for custom die design. Our engineering team reviews extrudability, recommends die design improvements, and provides a die design drawing for customer approval before manufacture. Die development lead time is typically 3–5 weeks depending on profile complexity.
Available surface finishes include as-extruded, bright-drawn, chemical brightening, electrolytic tin plating (3–25 μm), silver plating (3–50 μm), nickel plating, hot-dip tinning, and chrome passivation. Custom surface treatments can be arranged through approved sub-contractors. All plating is RoHS compliant.
Each shipment is accompanied by EN 10204 Type 3.1 mill test certificates covering chemical composition (by OES spectrometry), mechanical properties (tensile strength, hardness, elongation), and electrical resistivity. Third-party EN 10204 Type 3.2 certificates from NABL-accredited or Lloyd’s/Bureau Veritas inspectors are available on request.
The indicative price is US$ 15.90/Kg (EXW Mumbai, India) for standard ETP copper extruded profiles. Pricing is subject to LME copper price movements and order quantity. Volume discounts apply for orders above 1,000 kg per profile. Contact us for a project-specific quotation with confirmed pricing and delivery.
Products comply with ASTM B187, ASTM B133, EN 13600, EN 12163, IEC 60028, JIS H3100, IS 191, IEC 62561, and RoHS/REACH regulations. Material traceability is maintained from billet to finished product, with full documentation available for project quality audits and third-party inspection.
Standard profiles from existing dies: 2–4 weeks. Custom profiles requiring new die development: 5–8 weeks. Expedited production may be available for urgent requirements at additional cost. Conex Metals maintains safety stock of the most common bus bar sections and flat profiles for immediate dispatch.
Yes. Conex Metals manufactures copper contact wire, grooved contact wire (per EN 50149), traction bonding bars, copper third rail profiles, and earthing conductors for metro, light rail, tram, and main-line railway electrification projects. These are supplied to railway electrification EPC contractors, traction OEMs, and maintenance organizations globally.
| Language | Term 1 | Term 2 | Term 3 | Term 4 |
|---|---|---|---|---|
| Spanish | Partes extruidas de cobre | Perfiles de cobre extruido | Componentes extruidos de cobre | Barras de cobre extruido |
| Russian | Медные прессованные детали | Медные экструдированные профили | Медные прессованные компоненты | Медные шинопроводы |
| French | Pièces en cuivre extrudé | Profilés en cuivre extrudé | Composants en cuivre extrudé | Barres omnibus en cuivre extrudé |
| Portuguese | Peças de cobre extrudido | Perfis de cobre extrudado | Componentes de cobre extrudido | Barras de cobre extrudido |
| Italian | Parti in rame estruso | Profili in rame estruso | Componenti in rame estruso | Barre in rame estruso |
Price: US$ 15.90/Kg | Minimum Order: 50 Kg | Lead Time: 2–8 Weeks
Contact Conex Metals for a technical consultation and project-specific quotation for copper extruded parts, components, and profiles. Our engineering team provides alloy selection guidance, profile design review, and full documentation support for your project.






